【 ダヴィンチ1.0 Pro 】 3Dプリント不良 の記録 その1

先日購入した 3Dプリンター ダヴィンチ 1.0 Pro 。
少しずつ時間を見つけては、失敗してもショックの少ない小物から3Dプリントし始めています。
紙への印刷と違って3Dプリンターでの出力の場合は、とかく失敗しがちなのですが、例に漏れず私も造型不良が出始めています。
このページではそんな造型不良品を、記録も兼ねて残していこうと思います(随時追記します)。
3Dプリント不良 の記録 の目次
1: 枝分かれした細い部品のテスト出力(ABS)
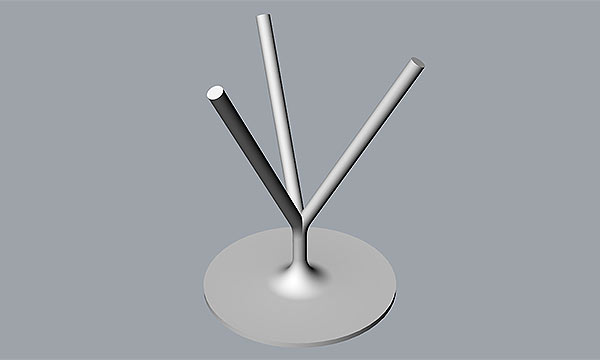
3Dプリント用のデータを無料配布している Thingiverse から PrintTest Model をダウンロードし、枝分かれした細い部品をまずは出力テスト。
ダウンロードしたSTLデータをRhinocerosにてチェックすると、オープンエッジがいくつか見つかったため、Meshmixerを使ってオープンエッジを無くした(閉じた)メッシュの状態にしてから造型しました。
すると…
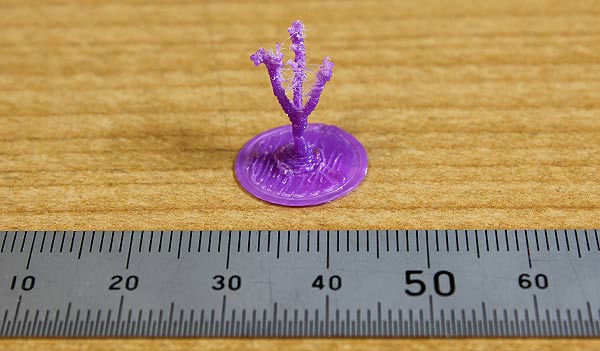
ま、まぁ、細くて長いのは苦手ですし…(震え声)
【設定】
- ピッチ0.1mm
- ラフト・底辺・サポートは無し
- その他はデフォルトのまま
3Dプリンターでの出力不良は思い当たる原因が色々とありすぎて、失敗の経験をたくさん積まないと、なかなか原因を特定できないのかも知れません。
例えば、
- STLデータの不良の場合。無料で公開されているSTLデータでも、オープンエッジがあったり、エラーが検出されるものも多々あります。それが原因になっているのかも…
- スライサーの不良の場合。ダヴィンチ1.0 Proの場合、 XYZware For Pro というファームウェアで積層したデータに変換し、それを3Dプリンターへ出力します。その変換の際の不良や、送信時の不良が原因かも…
- 3Dプリンターのノズルの不良の場合。200度前後で溶かしたフィラメントを細いノズル先端から押し出すため、ノズルの詰まりが起きる場合があり、それが原因かも…
- フィラメントの不良の場合。どの程度かは分かりませんがフィラメントについて調べていくと、表面の微細な凹凸が空気中の水分を含んでしまい、それが造型時の熱で膨張し詰まりの原因となる事が有るとか無いとか…
- 3Dプリンターのプラットフォームの不良の場合。造形物を取り外すとき、プラットフォームには結構力が加わりますから、キャリブレーションは毎回行った方が良い結果に繋がるように思います。それ以外では、ダヴィンチ1.0 Proのプラットフォームにはヒートベッドが標準装備されていて、冷めた材料の反りによる不良は起きにくいのですが、それでも温度設定によってはこれが原因となるかも…
- 造型スピードの不良の場合。ダヴィンチ1.0 Proでは XYZware For Pro というファームウェアが付属されており、サポートを付けるかやその密度、ノズルの送りスピードや温度等々、ある程度細かい設定が出来るようになっているのですが、それらの設定が材料にあっていないのかも…
- 日ごろの行い。最近、善行を心掛けています…
他にも沢山ありそうです。
2: 眼鏡の前枠(ABS)

以前から無償配布している眼鏡の3Dデータ を、前枠だけの部分でカットしたものを造型。
0.1mmピッチの積層で途中までは良い感じだったのですが…
ヨシヨシ、良いぞ良いぞ
↓
その調子その調子
↓
アアアアアア!! pic.twitter.com/ojs7XtlgZA— 池田武史 / iDesign Studio / 5cc – デザイン・3D設計・3Dプリント❤️ (@5cc_design) March 13, 2016
あえなく失敗。
【設定】
- ピッチ0.1mm
- ラフトは無し
- 底辺・サポートは有り
- 印刷速度はデフォルトだと15mm/sの所を、「普通」「表層部」共に10mm/sへ変更
- その他はデフォルトのまま
3: 縦に細長い部品(ABS)
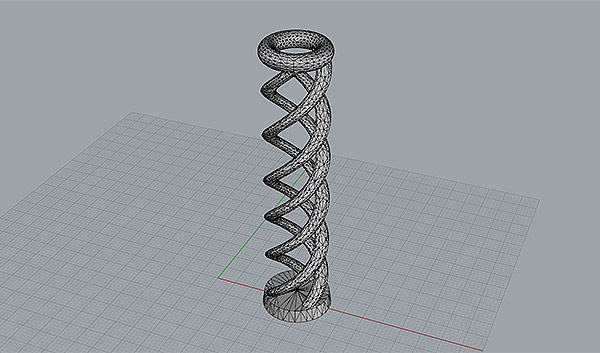
こちらも Thingiverse からダウンロードした、縦に細長いパーツ Resident Evil Lighted T Virus 。バイオハザードのTウイルスの様です。
恐らく無理だろうなーと思いつつ試した結果…
ダヴィンチ1.0Proでの、細長くて背の高いものの造型の様子。もうアカンやろってぐらいブレブレだな、、、 pic.twitter.com/ftHq3cf0xR
— 池田武史 / iDesign Studio / 5cc – デザイン・3D設計・3Dプリント❤️ (@5cc_design) March 15, 2016

基本こうした細長いパーツは、サポート無しでは厳しそうです。
次はサポート有りの状態で、造型してみたいと思います。 →サポート有りでの造型は成功したため、成功例のページに記載しました。
【設定】
- ピッチ0.1mm
- ラフト有り
- 底辺・サポートは無し
- その他はデフォルトのまま
4: アマガエル(PLA)
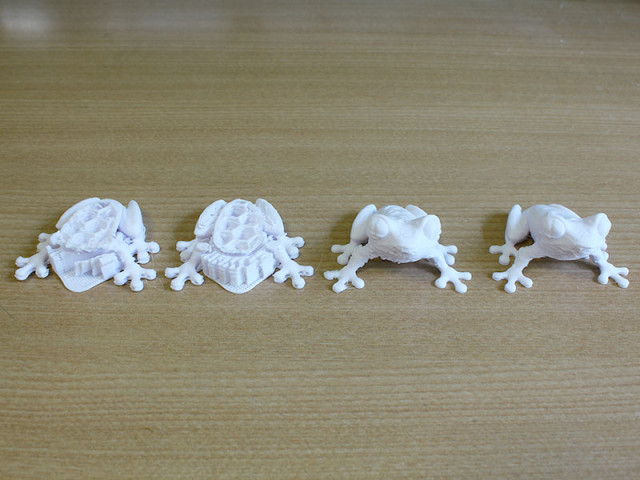
Thingiverse から Treefrog(アマガエル) をPLAでテスト。
噂では、ABSよりもPLAの方が収縮が少なく、温度設定に気を付ければ綺麗に造型しやすいという事も聞いていたのですが、初PLAでの造型結果はこの有様。
ノズルの温度設定が高いのか、表面はフィラメントが引っ張られた様な跡が残り、またABSの時と同じ様にカプトンテープ+ブルーテープの造型では剥がれやすく、スティックのり(シワなしPitではダメ)をしっかりと塗ると、やっとマシに造型できるようになりました。
しかし温度設定をより詰めていけば、綺麗な造型ができそうには感じています。
ABSでは造型成功しましたので、それは成功例のページに記載しました。


【設定】
- ピッチ0.1mm
- ラフト・底辺無し
- サポート密度・高
- ノズル190度
- プリントベッド50度
こちらのページでは 3Dプリントの失敗例 を掲載していますが、失敗の頻度はとても少なくなってきています。スライサーの設定を詰めるだけでも大幅に綺麗に仕上げる事が出来ますので、 3Dプリントの成功例 は成功例のページを是非ご覧ください :)
宜しければ是非お願いします :)
関連のあるおすすめ記事です :)
-
") 【 ダヴィンチ1.0 Pro 】 3Dプリントの成功例 (ギャラリー)
【 ダヴィンチ1.0 Pro 】 3Dプリントの成功例 (ギャラリー)
-
 3Dプリンター ダヴィンチ1.0 Pro の使用感について
3Dプリンター ダヴィンチ1.0 Pro の使用感について
-
 福井デザイン専門学校 創作展 思惑 の後
福井デザイン専門学校 創作展 思惑 の後
-
 【 Rhinoceros へインポート 】3Dデータ化した頭を元に、自分専用の眼鏡を作ってみる その1
【 Rhinoceros へインポート 】3Dデータ化した頭を元に、自分専用の眼鏡を作ってみる その1
-
 シロアリの3Dデータ作成のその後、個展の様子など
シロアリの3Dデータ作成のその後、個展の様子など
-
 福井デザイン専門学校 創作展 『 思惑 』開催のお知らせ
福井デザイン専門学校 創作展 『 思惑 』開催のお知らせ
-
 【 眼鏡のレンズの傾斜について 】3Dデータ化した頭を元に、自分専用の眼鏡を作ってみる その2
【 眼鏡のレンズの傾斜について 】3Dデータ化した頭を元に、自分専用の眼鏡を作ってみる その2
-
 シングルサーフェス で モデリング する練習とその成果について 【 Rhinoceros 】
シングルサーフェス で モデリング する練習とその成果について 【 Rhinoceros 】
-
 【9月3日追記】KANABISM 福井展 開催のお知らせ【9月7日から11日まで】
【9月3日追記】KANABISM 福井展 開催のお知らせ【9月7日から11日まで】
-
 画像から3Dデータを作る事の出来るアプリ 123D Catch と Memento を使って、頭の3Dデータを作ってみる
画像から3Dデータを作る事の出来るアプリ 123D Catch と Memento を使って、頭の3Dデータを作ってみる
-
 福井県デザインセンター主催 デザインセミナー受講生募集のお知らせ
福井県デザインセンター主催 デザインセミナー受講生募集のお知らせ
- ≪前の記事 (Previous Post)
-
3Dプリンター ダヴィンチ1.0 Pro の使用感について
- 次の記事 (Next Post)≫
-
【 ダヴィンチ1.0 Pro 】 3Dプリントの成功例 (ギャラリー)
コメントを残す